Conveyor and Material Handling Systems: Automating Industrial Flow in Saudi Arabia (2026)
Material flow is the operational backbone of manufacturing, logistics, and warehousing environments. The efficiency with which raw materials, components, and finished goods move through a facility directly determines throughput capacity, labor requirements, and overall operational cost. In Saudi Arabia's expanding industrial sector, conveyor and material handling automation provides a structured approach to managing these flows with greater consistency and control.
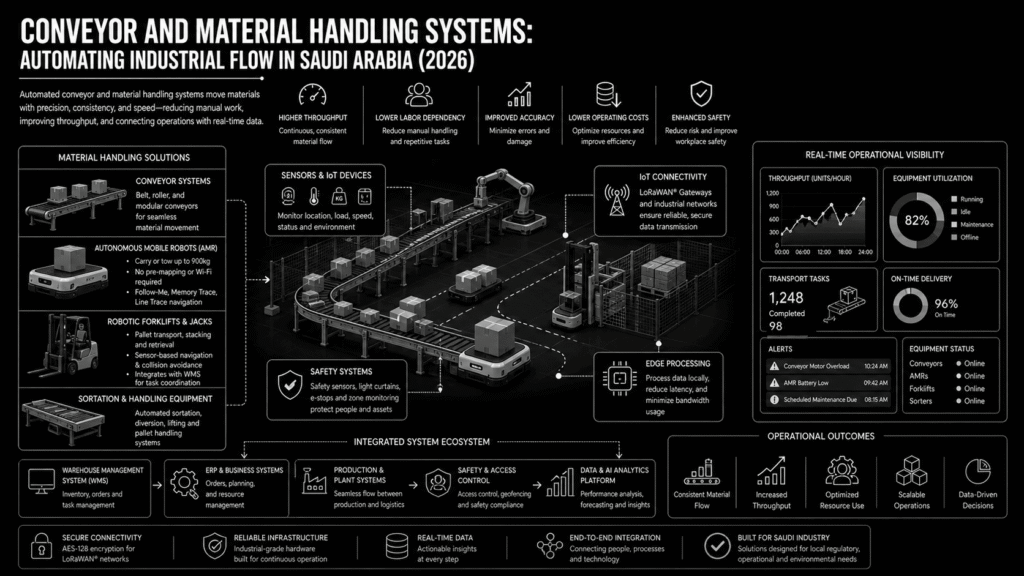
At Manusphere, conveyor and material handling automation is delivered as part of an integrated operational infrastructure that connects physical material movement with IoT monitoring, data analytics, and management visibility systems.
What Are Conveyor and Material Handling Systems?
Conveyor and material handling systems include the physical infrastructure and automation technologies used to move, sort, store, and retrieve materials within industrial and logistics facilities. This encompasses conveyor belts, automated sortation systems, pallet handling equipment, and robotic material transport platforms, all working together to eliminate manual material movement from production and logistics workflows.
The Operational Case for Material Handling Automation
Manual material handling in industrial environments introduces variability at every step: transport speed, accuracy, physical capacity, and consistency across shifts. These variables accumulate into measurable operational inefficiencies, including production bottlenecks, inventory discrepancies, and workforce-related downtime.
Automated material handling systems eliminate this variability by standardizing movement processes, enabling predictable throughput rates, and generating operational data that supports continuous performance improvement.
Autonomous Mobile Robots as Material Handling Platforms
Manusphere's logistical robots provide flexible, infrastructure-free material handling for industrial environments. These autonomous mobile robots carry or tow loads up to 900kg without requiring pre-mapped routes or Wi-Fi connectivity, adapting dynamically to changing floor layouts and operational requirements through Follow-Me, Memory Trace, and Line Trace navigation modes.
For high-volume operations, synchronized fleets of up to five units operate simultaneously, providing coordinated material flow across production lines, storage areas, and dispatch zones. The bulk logistics robot variant is specifically configured for heavy repetitive load transport within large industrial plants and distribution facilities.
Robotic Forklifts for Pallet and Bulk Handling
Robotic forklifts and jacks automate pallet transport, stacking, and retrieval operations within warehouse and manufacturing environments. Equipped with sensor-based navigation and collision avoidance systems, these platforms operate continuously within dynamic facility layouts without the limitations associated with manually operated equipment.
Integration with warehouse management systems enables automated task assignment, route optimization, and real-time fleet performance monitoring from centralized management dashboards.
IoT Monitoring of Material Flow
Automated material handling generates continuous operational data on transport cycle times, route efficiency, load counts, equipment utilization rates, and energy consumption. Industrial IoT connectivity, delivered through LoRaWAN® gateways and smart sensors, ensures this data reaches analytics platforms in real time, enabling management to identify flow bottlenecks, optimize scheduling, and forecast maintenance requirements before equipment failures disrupt production.
Integration with System-Wide Automation
Conveyor and material handling systems deliver maximum operational value when integrated with the broader facility automation ecosystem. Through system integration, material handling platforms connect with production management systems, inventory platforms, and safety monitoring infrastructure, creating a unified operational environment where material flow, production scheduling, and safety compliance operate from shared data.
Applications in Saudi Industrial Environments
Material handling automation is applicable across Saudi Arabia's core industrial sectors: manufacturing plants where component delivery to production lines must maintain consistent cycle times; logistics and distribution centers where sortation accuracy and throughput speed are competitive differentiators; food and beverage facilities where hygiene requirements limit manual handling; and pharmaceutical operations where chain-of-custody tracking demands automated verification at every material transfer point.
Operational Advantages of Automated Material Handling
- Consistent material flow rates independent of workforce variability
- Reduced labor dependency for repetitive transport tasks
- Real-time operational data on throughput, cycle times, and equipment utilization
- Scalable capacity through fleet expansion without facility modification
- Integration with WMS, ERP, and analytics platforms for unified operational visibility
Manusphere's Material Handling Integration Approach
Manusphere designs and deploys material handling automation as an integrated component of the operational ecosystem rather than as a standalone system. Every material handling platform connects to the IoT infrastructure, safety systems, and data analytics layer, ensuring that physical material movement contributes to the broader operational intelligence framework available to facility management and leadership.
Disclaimer: This article is provided for informational purposes only. It describes conveyor and material handling automation technologies and Manusphere's integration services without representing performance guarantees or regulatory certifications.